アルミナ分散強化銅のろう付接合方法
研究キーワード
耐熱機器 , 鋳造用冷却板 , ろう付 , 接合 , ヒートシンク
研究概要
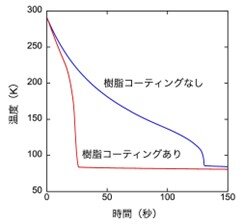
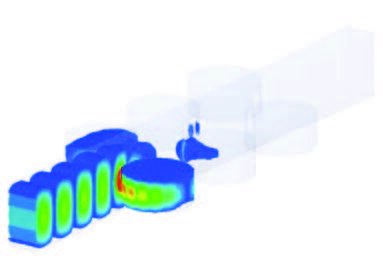
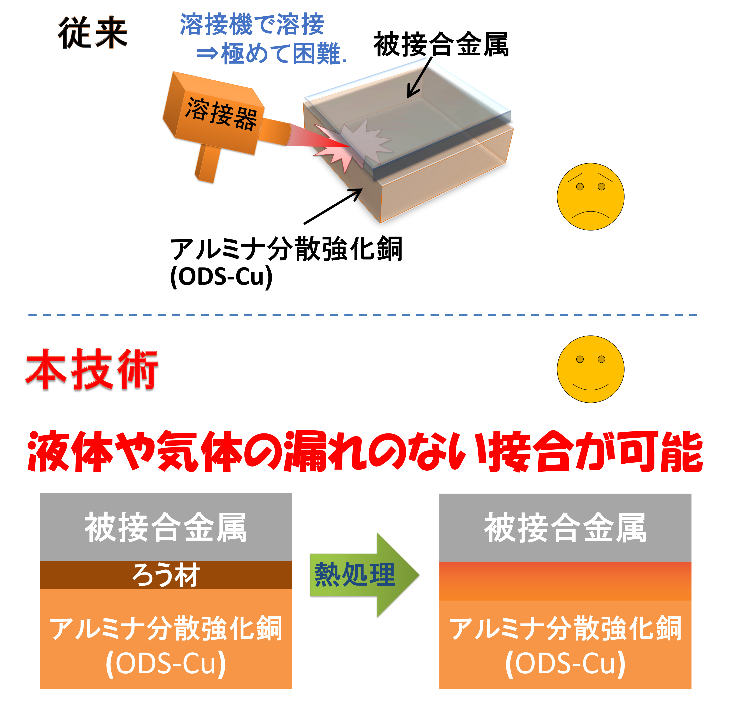
アルミナ分散強化銅(ODS-Cu)は、耐摩耗性と高い熱伝導性を兼ね備えた銅合金ですが、溶接性が悪いために用途が限られることがありました(図1)。本研究で開発した「アルミナ分散強化銅のろう付接合方法」を用いれば、図1に示すように、アルミナ分散強化銅を銅よりも融点の高い数多くの金属と大面積で確実に接合できます。接合界面の接合面積率は極めて高く、液体やガスなどの漏れの無い完全リークタイトな接合部が得られます。また、接合部はマイクロスケールの溶接のような状態となるため、ろう付であるにもかかわらず繰り返し接合熱処理が可能です。
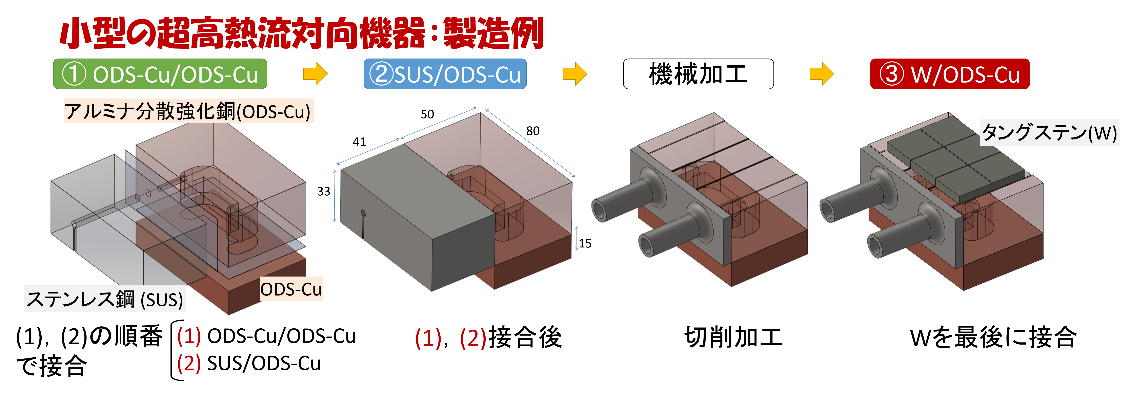
繰り返し接合熱処理が可能という特徴を利用することで、例えば、複数の金属を組み合わせたヒートシンク構造を繰り返しろう付により製造することができます。図2にその一例を示します。この場合、1回目のろう付接合でアルミナ分散強化銅同士、2回目のろう付接合でアルミナ分散強化銅とステンレス鋼、3回目のろう付接合でアルミナ分散強化銅とタングステンを接合する、3段階の接合を行っています。単一の機器構造を複数回のろう付接合で製造できるこの技術を先進多段階ろう付接合法(Advanced Multi-Step Brazing: AMSB)と名付けました。
AMSBを利用すれば、複雑な冷却流路を有するヒートシンク構造を容易に製造することができます。
想定される応用先・連携先
連続して高い熱を除熱する必要がある全ての構造物に適用可能です。特に、耐摩耗性を要する部位への適用に高い有意性があります。例えば、鉄鋼および非鉄金属分野では、耐磨耗性を要する鋳造用冷却パネルへの応用が考えられます。また、高エネルギー加速器分野のビームターゲットの製造にも応用できる可能性があります。
アピールポイント
本技術を利用すれば、「溶接性が悪い」というアルミナ分散強化銅(ODS-Cu)の短所を補うことができるため、ODS-Cuを「高い衝撃や摩耗を伴う電気接点材料」、「高熱流の除熱機器」などへ適用するなど、その用途が飛躍的に広がります。「溶接性が悪い」という短所は、接合部の強度をODS-Cuと同等程度に維持した状態で他の金属との接合ができないことを意味しています。本技術で製造した接合部の強度は、元のODS-Cu素材と比較し得るほど高いことを確認しています。つまり、従来技術では不可能であった他の金属との理想的な接合を本技術が可能にしたと言っても過言ではありません。しかも、先進多段階ろう付接合方法(AMSB)を用いれば、ODS-Cu製ヒートシンクに好きな形状の冷却流路を切削加工した後に、完全リークタイトの蓋構造で封止ができるため、超高効率な冷却構造体を簡単に製造することができます。
論文情報
[1] M. Tokitani, Y. Hamaji, Y. Hiraoka, S. Masuzaki, H. Tamura, H. Noto, T. Tanaka, T. Tsuneyoshi, Y. Tsuji, T. Muroga, A. Sagara and the FFHR Design Group
Advanced multi-step brazing for fabrication of a divertor heat removal component
Nuclear Fusion 61 (2021) 046016[2] M. Tokitani, Y. Hamaji, Y. Hiraoka, S. Masuzaki, H. Tamura, H. Noto, T. Tanaka, T. Muroga, A. Sagara, the FFHR Design Group
Application of the Advanced Multi-Step Brazing for fabrication of the high heat flux component
Journal of Nuclear Materials 538 (2020) 152264[3] M. Tokitani, Y. Hamaji, Y. Hiraoka, S. Masuzaki, H. Tamura, H. Noto, T. Tanaka, T. Muroga, A. Sagara, the FFHR Design Group
Leak tight joint procedures for ODS-Cu/ODS-Cu by the advanced brazing technique
Fusion Engineering and Design 148 (2019) 111274[4] M. Tokitani, Y. Hamaji, Y. Hiraoka, S. Masuzaki, H. Tamura, H. Noto, T. Tanaka, T. Muroga, A. Sagara, the FFHR Design Group
Deformation and fracture behavior of the W/ODS-Cu joint fabricated by the advanced brazing technique
Fusion Engineering and Design 146 (2019) 1733–1736[5] 時谷政行
先進的ろう付接合を用いたタングステン/銅合金ダイバータ受熱機器の開発
Journal of Plasma and Fusion Research Vol.94 No.8 (2018) 385-393,解説記事[6] M. Tokitani, Y. Hamaji, Y. Hiraoka, S. Masuzaki, H. Tamura, H. Noto, T. Tanaka, T. Muroga, A. Sagara, FFHR Design Group,
Fabrication of Divertor Mock-up with ODS-Cu and W by Improved Brazing Technique
Nuclear Fusion 57 (2017) 076009[7] M. Tokitani, S. Masuzaki, Y. Hiraoka, H. Noto, H. Tamura, T. Tanaka, T. Muroga, A. Sagara, FFHR Design Group
Potential of Copper Alloys using a Divertor Heat Sink in the Helical Reactor FFHR-d1 and their Brazing Properties with Tungsten Armor by using the Typical Candidate Filler Materials
Plasma and Fusion Research: Regular Articles Vol.10 (2015) 3405035
関連する特許出願番号・特許番号
特許番号:特許第6528257号
発明の名称:アルミナ分散強化銅のろう付接合方法特許番号:特許第6606661号
発明の名称:アルミナ分散強化銅のろう付接合方法特許番号:特許第6852927号
発明の名称:銅および銅合金のろう付接合方法